
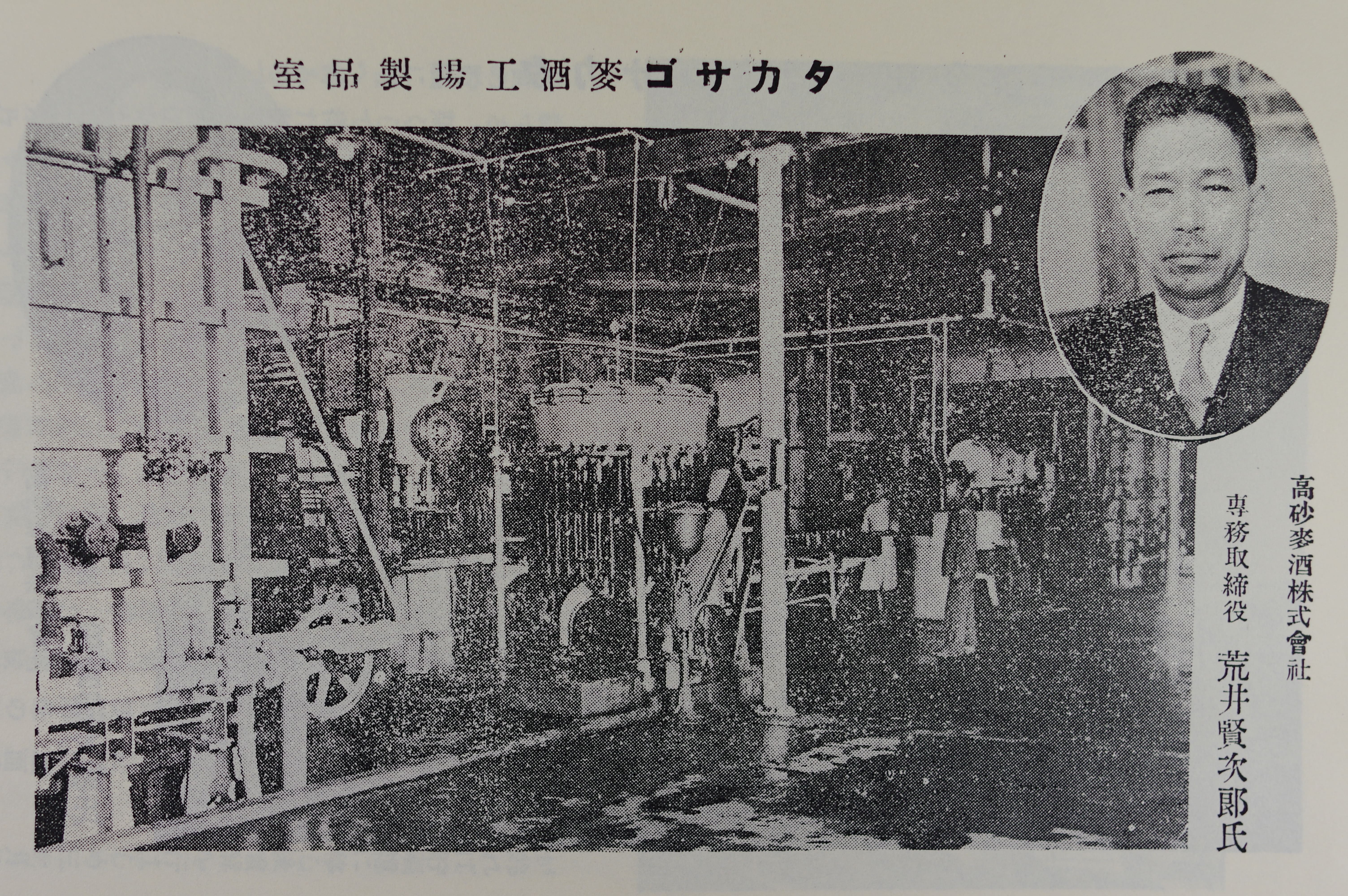





本張照片提名是タカサゴ麥酒工場製品室。較早期進場員工都有操作經驗,包括黃有福(1945年10月25日進場)、翁昭民(1959年2月進場)等。製品工序由畫面右起,分別洗瓶機、裝酒機、打蓋機、啤酒消毒機,最後是貼標機(不在畫面內),完成後蓋草包裝入竹籠內。
裝酒機,送入機器內的是玻璃瓶,由上往下灌入瓶內,根據《臺灣酒專賣誌》載產能最高可達裝酒約500箱,每年10萬箱;依序在為打蓋機,最後畫面最左側為啤酒消毒機(採用「巴斯德加熱消毒法」,由法國生物學家Louis Pasteur發明,用低溫50-60度熱水短暫加熱,殺死液體中的微生物),啤酒裝入酒後送入消毒機內消毒。
不同時代的裝酒機具大同小異,主要差別在機器速度。在包裝股多年的翁昭民回憶,1960年代裝酒機轉一次80瓶,一分鐘240瓶。因工作調動離開包裝股,1971年後回到包裝股線上工作時,機器已經進步至轉一圈100瓶,一分鐘可走500瓶的速率。
翁昭民回憶,打蓋機與裝酒機處理速度約是1:5,大約轉一圈可打20瓶,押出21摺瓶蓋,太緊太鬆都不行。
雖然包裝現場都是機器操作,但是現場隨時都須有員工在旁排除問題,如瓶子破損、裝酒量異常等問題。據黃有福回憶,記得早期的一號包裝機是日本三菱製;二號包裝機是美國進口,安裝時還請了一位新加坡華僑裝機,因此中文可通;三號包裝機是德國進口。

